Цилиндр высокого давления
Давление до 130 бар
Температура до 565 °C
Материалы 15Х11МФ · 15Х12ВНМФ · 20Х13
Регулирующая ступень и первые рабочие ступени — хромистые жаропрочные стали под перегретый пар.
Изготовление и поставка лопаток для паровых турбин ЦВД, ЦСД и ЦНД: рабочие, направляющие, сопловые, замковые и регулирующие. Подбор материалов под фактические параметры пара, эрозионная защита последних ступеней, ремонтные комплекты и серийные партии.
Страница посвящена лопаткам именно для паровых турбин: с учётом давления и температуры пара, степени влажности на выходе и капельной эрозии последних ступеней. Здесь не про газотурбинные агрегаты — фокус на пар, ремонтные комплекты, замену партии и воспроизводство OEM-позиций.

Лопатки паровых турбин работают в условиях, которые принципиально отличаются от газовых турбин: высокое давление перегретого пара, ограниченная температура (как правило до 540–565°C для ЦВД), переход через зоны влажного пара в ЦНД, переменные нагрузки при пусках-остановах, многолетние межремонтные интервалы. Поэтому к материалам, термообработке и геометрии лопаточного аппарата паровой турбины предъявляются специальные требования, отличающиеся от лопаток газовых установок.
Типовые сценарии запроса: износ или повреждение комплекта рабочих лопаток одной из ступеней ЦВД/ЦСД/ЦНД, замковые лопатки и пакетные крепления, направляющие аппараты диафрагм, сопловые лопатки регулирующей ступени, лопатки последних ступеней ЦНД с защитой от капельной эрозии. Заказчику обычно нужны не отдельные позиции, а укомплектованная партия под конкретный ремонт с гарантированной геометрией и материалами под фактические параметры пара.
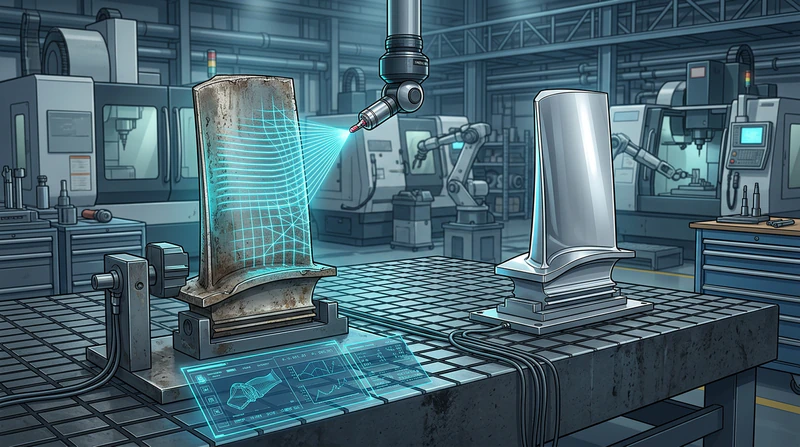
Для запуска изготовления требуются исходные данные: чертежи или образцы, тип лопатки и номер ступени, рабочие параметры (давление, температура, степень сухости пара), материал, наличие защитного покрытия, фактический ресурс и условия эксплуатации. При отсутствии полной документации выполняется reverse engineering — оцифровка пера, хвостовика и замковых зон с восстановлением критичных размеров.
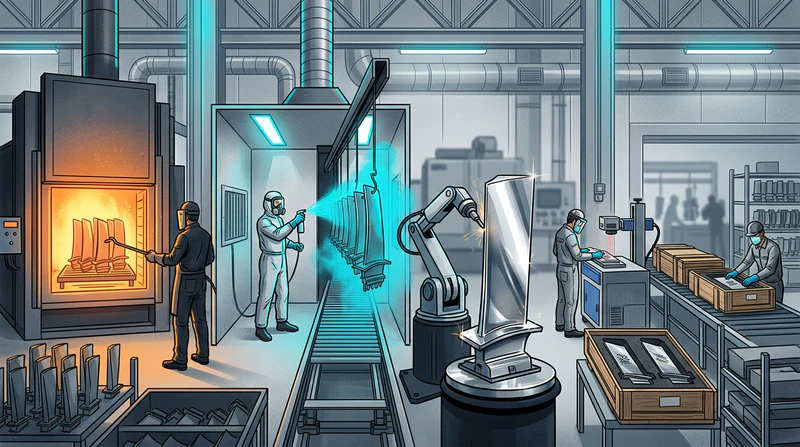
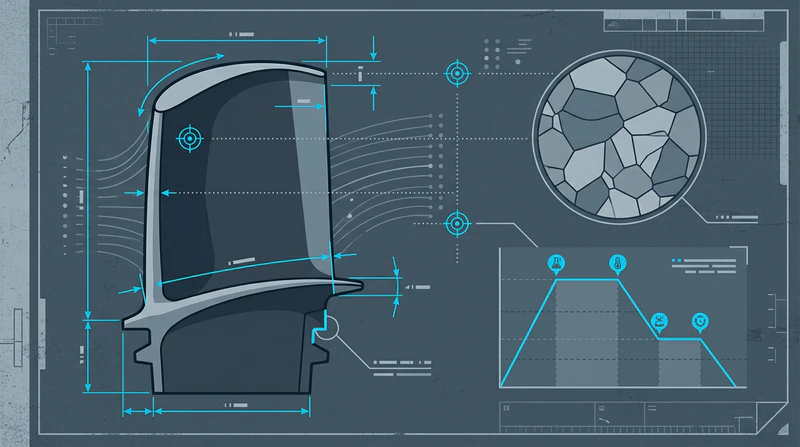
Подбор материала ведётся по ступени и режиму. Для ЦВД и регулирующей ступени применяются жаропрочные хромистые стали 15Х11МФ, 15Х12ВНМФ, 20Х13. Для промежуточных ступеней ЦСД — аустенитные сплавы 09Х14Н19В2БР1, ХН35ВТ. Для влажно-парового тракта ЦНД и последних ступеней — стали 13Х11Н2В2МФ с обязательной эрозионной защитой: стеллитовые накладки, лазерная закалка кромок, плазменное напыление. Такой подход обеспечивает прогнозируемый ресурс лопаточного аппарата при работе в условиях капельной эрозии и многократных пусков.
Лопатки подбираются по фактическим параметрам пара на ступени. От одной зоны к другой меняются давление, температура, влажность — а вместе с ними и материал.
Регулирующая ступень и первые рабочие ступени — хромистые жаропрочные стали под перегретый пар.
Промежуточные ступени работают на перегретом паре после промперегрева — аустенитные сплавы.
Длинные лопатки последних ступеней с эрозионной защитой: стеллит, лазерная закалка кромок.
Под каждую ступень — свой набор сталей и защитных покрытий. Подбор ведётся по фактическим параметрам, а не по табличному номиналу.
Жаропрочные стали для ЦВД и регулирующей ступени. Стабильная работа на перегретом паре до 565°C.
Для ЦСД и промежуточных ступеней с длительным ресурсом при средних температурах перегрева.
Стеллитовые накладки на входной кромке, лазерная закалка 0,5–1,2 мм, плазменное и HVOF-напыление.
Параметры, которые должны быть согласованы с эксплуатацией и службой ремонта до запуска производства лопаток паровой турбины.
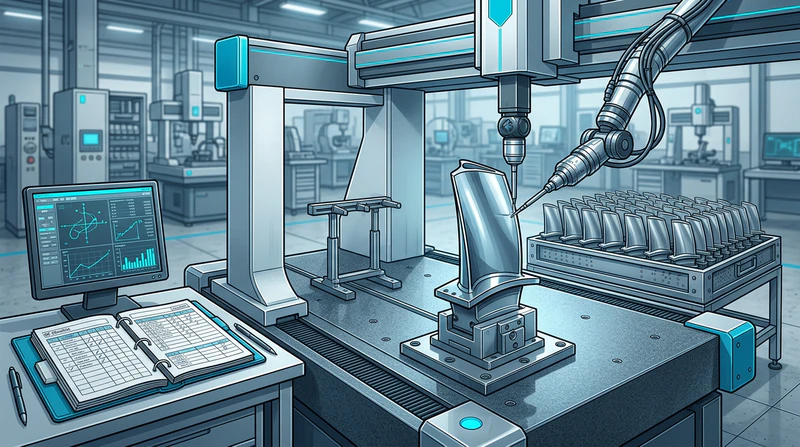
5-координатная мехобработка пера, замковой части и хвостовика с проверкой по 3D-модели и шаблонам ступени.
Подбор материала и термообработки под параметры конкретной ступени — от перегретого пара ЦВД до влажного тракта ЦНД.
Стали 15Х11МФ, 20Х13, 13Х11Н2В2МФ, аустенитные ХН35ВТ, эрозионная защита стеллитом и лазерной закалкой.
Зависит от наличия чертежей, объёма reverse engineering, количества ступеней и необходимости защитных покрытий.
Типовые объекты эксплуатации, для которых мы поставляем ремонтные комплекты и серийные партии.
Конденсационные паровые турбины ТЭС и ТЭЦ
Турбины с регулируемым отбором и противодавлением промышленных предприятий
Приводные паровые турбины питательных насосов, дымососов, компрессоров
Турбины малой и средней мощности (от 0,5 до 120 МВт) сахарных, химических, нефтехимических заводов
Турбоагрегаты Siemens, GE, Skoda, Ekol, Howden, Alstom, Ansaldo, КТЗ, ЛМЗ, УТЗ
Под задачу можно собрать и единичную позицию, и полный комплект на ступень — ниже основные категории, которые мы изготавливаем.
 01
01 Лопатки рабочих ступеней высокого и среднего давления из хромистых сталей 15Х11МФ, 15Х12ВНМФ под температуру до 540°C.
 02
02 Длинные лопатки влажно-парового тракта с эрозионной защитой: стеллитовые накладки на входной кромке, лазерная закалка.
 03
03 Сопловые лопатки регулирующей ступени и направляющие аппараты диафрагм с контролем шага, угла и площади горла.
 04
04 Замковые лопатки, элементы пакетных креплений, бандажи и проволочные связи под конкретный тип ротора и ступени.
 05
05 Оцифровка пера, хвостовика и замковых зон, восстановление 3D-модели и подготовка чертежа под производство при отсутствии документации.
 06
06 Подбор материала, согласование критериев приёмки, помощь в формировании ремонтного комплекта и документации поставки.
Рабочий маршрут от первичного запроса до отгрузки партии — оптимизирован под формат ремонтных проектов на действующем оборудовании.
Получаем тип турбины, номер ступени, чертежи или образцы, параметры пара, фактический износ и желаемый срок ремонта.
Определяем материал по ступени, объём reverse engineering, необходимость эрозионной защиты, критичные размеры профиля и хвостовика.
Формируем коммерческое предложение с объёмом партии, материалами, покрытиями, сроками и документацией приёмки.
Литьё или прокат заготовок, мехобработка на 5-координатных станках, термообработка, нанесение защитных покрытий, межоперационный контроль.
Комплектуем партию по ступеням, передаём паспорта, протоколы геометрии и сертификаты материалов, сопровождаем монтаж при необходимости.
Примеры промышленных объектов с паровыми турбинами, где компания выполняла поставку комплектующих и сервис по турбинной части.

Замена устаревшей паровой турбины с полным комплектом ремонтных позиций турбинной части и контроль ввода в эксплуатацию.
Смотреть кейс →
Поставка турбогенераторной установки 3,8 МВт на химическом производстве с критическими требованиями к надёжности паровой части.
Смотреть кейс →
Проект по установке турбогенераторной установки 5 МВт с собственной выработкой пара и полным сервисным сопровождением.
Смотреть кейс →Связанные разделы сайта — родительская страница лопаток, сестринские подстраницы и оборудование, под которое заказываются комплектующие.
Общий раздел: услуги, материалы, реверс-инжиниринг и обзор технологий изготовления.
Перейти →Сестринская страница про процесс изготовления, контроль геометрии и партии.
Перейти →Раздел оборудования: конденсационные, приводные турбины и турбины малой мощности.
Перейти →Если нужно восстановить документацию или провести обследование турбоагрегата.
Перейти →Чтобы получить точный расчёт сроков и стоимости, передайте параметры ступени, материал, фактические размеры или чертежи, требования к покрытию. Мы вернёмся с КП и техническим комментарием по составу партии.











Мы собрали ответы на самые популярные вопросы наших клиентов. Если вы не нашли ответ на свой вопрос — свяжитесь с нами.
Лопатки паровых турбин рассчитаны на меньшие температуры (обычно до 540–565°C), но работают при высоком давлении перегретого пара и переходят в зону влажного пара на последних ступенях ЦНД. Поэтому акцент делается на хромистые и аустенитные стали, эрозионную защиту входных кромок и устойчивость к капельной эрозии — а не на жаропрочные никелевые сплавы, как у газовых турбин.
Для ЦВД и регулирующей ступени — хромистые стали 15Х11МФ, 15Х12ВНМФ, 20Х13. Для ЦСД — аустенитные 09Х14Н19В2БР1, ХН35ВТ. Для последних ступеней ЦНД во влажно-паровом тракте — 13Х11Н2В2МФ с обязательной эрозионной защитой: стеллитовыми накладками или лазерной закалкой кромок.
Применяются три основных решения: пайка стеллитовых пластин на входную кромку (классический OEM-подход), лазерная закалка кромки на глубину 0,5–1,2 мм, плазменное или газодинамическое напыление износостойких покрытий. Выбор зависит от ступени, длины лопатки, степени влажности пара и стоимости решения.
Минимум — тип турбины, номер ступени, тип лопатки и количество. Желательно: чертёж или физический образец, параметры пара (давление, температура, влажность), требования к материалу и покрытию, фактический ресурс и сроки ремонта. При отсутствии чертежа запускается reverse engineering по образцу.
Стандартный диапазон — от 4 до 12 недель. Более короткие сроки реальны при готовых чертежах и небольших позициях. Удлинение возможно при reverse engineering, нанесении сложных покрытий, большом объёме партии или работе с никелевыми сплавами.
Износ и эрозия лопаток снижают КПД ступени, разбалансируют ротор, повышают вибрацию и риск повреждения смежных лопаток и направляющего аппарата. В предельных случаях — отрыв лопатки и аварийный останов турбины с длительным простоем. Поэтому замена изношенного комплекта закладывается в плановый капремонт, а не откладывается до отказа.
Наши специалисты помогут подобрать оптимальное решение для вашего предприятия и рассчитают экономический эффект
Ответы на часто задаваемые вопросы о турбогенераторных установках, сроках поставки и условиях сотрудничества
Перейти в FAQМы принимаем на себя обязательство о том, что коммерческая информация, полученная в рамках подготовки и реализации проекта, является конфиденциальной и не подлежит разглашению или передаче третьим лицам.
Мы принимаем на себя обязательство о том, что информация, полученная в рамках консультации, является конфиденциальной и не подлежит разглашению или передаче третьим лицам.
Мы принимаем на себя обязательство о том, что коммерческая информация, полученная в рамках подготовки и реализации проекта, является конфиденциальной и не подлежит разглашению или передаче третьим лицам.
Мы гарантируем конфиденциальность ваших данных и предложим оптимальное решение для вашего проекта в кратчайшие сроки.
Мы гарантируем конфиденциальность ваших данных и предложим оптимальное решение для вашего проекта в кратчайшие сроки.
Мы принимаем на себя обязательство о том, что информация, полученная в рамках консультации, является конфиденциальной и не подлежит разглашению или передаче третьим лицам.
Мы гарантируем конфиденциальность ваших данных. Наши специалисты помогут подобрать оптимальное решение для вашего проекта.
Мы гарантируем конфиденциальность ваших данных и предложим оптимальное решение для вашего проекта в кратчайшие сроки.
Мы гарантируем конфиденциальность ваших данных и предложим оптимальное решение для вашего проекта в кратчайшие сроки.
